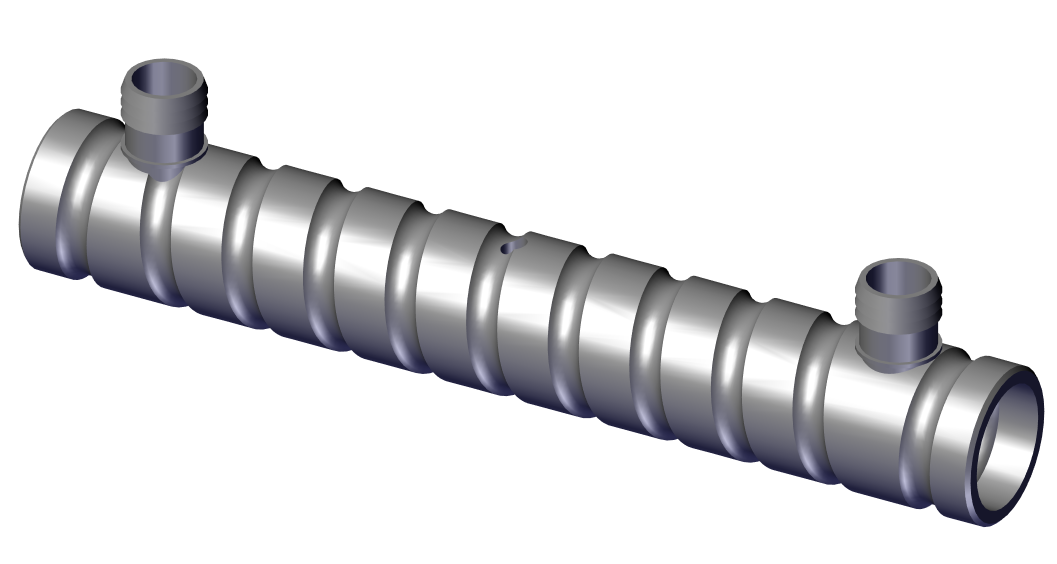
構成:
內(nèi)置耐高溫永強磁芯,外配導桿連接、不銹鋼外殼保護。
原理:
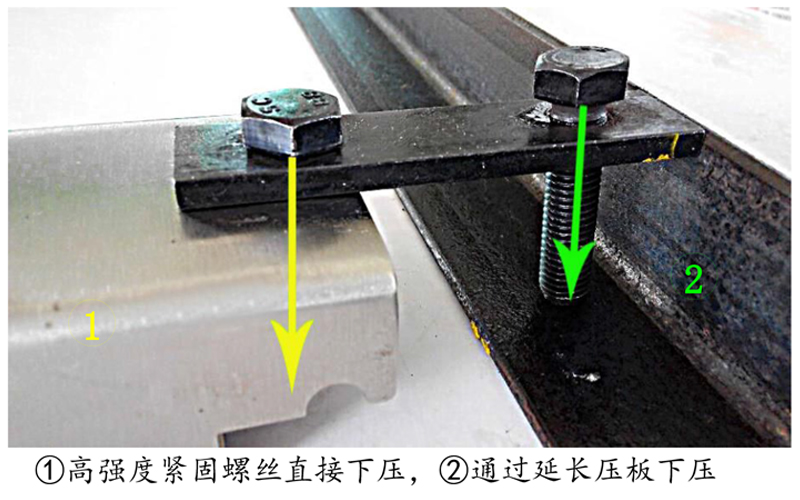
利用強磁芯與鋼模臺的吸附力,通過導桿傳遞至不銹鋼外殼上,用卡口橫向定位,同時用高硬度可調節(jié)緊固螺絲產(chǎn)生強下壓力(下圖①),直接或通過其他緊固件(下圖②)傳遞壓力,從而將模具牢牢的固定于模臺上。
性能特點:
在 80 度以下養(yǎng)護庫中長時間使用磁力不衰減,不銹鋼外殼使得磁芯磁力更集中,此外對磁芯起到非常好的保護作用,在惡劣的混凝土環(huán)境中不生銹。
應用范圍:
廣泛通用鋼、鋁、木、橡膠等放置于鋼模臺上生產(chǎn)之大部分模具。
規(guī)格型號:
800~1500kg 吸力不等,可按照實際模具需要訂做最佳吸力配套磁盒。
使用方法:
1.固定疊合樓板邊模及墻板邊模;2.固定窗模、門模等獨立模;3.固定木模板。
與傳統(tǒng)施工法相比優(yōu)點:
1. 拆裝簡便——省時、省工;傳統(tǒng)螺栓固定——拆裝困難,耗工時,費人力;
2. 一盒多用,可用于木、鋁、鋼模,并且任意組合;傳統(tǒng)工法:螺栓或螺紋固定,方式經(jīng)常需變化;
3. 以強磁芯吸附模臺固定模具,無需在模具或模臺上鉆孔,不對模臺及模具造成任何損傷,大大提高其使用壽命;傳統(tǒng)工法:需在模具或模臺上沖孔后用螺栓固定,造成永久性損傷,久而久之造成構件表面凹凸不平,模臺及模具的使用壽命短,成本攤銷高。
固定磁盒與建筑工業(yè)化:
建筑工業(yè)化的體現(xiàn)為構件標準化、工廠化、批量化預制流水線生產(chǎn),其中關鍵的一環(huán)即生產(chǎn)效率的提高。構件生產(chǎn)流水線效率最重要體現(xiàn)在生產(chǎn)節(jié)拍上(即各道工序完成進入下一個協(xié)同工位需要的時間),生產(chǎn)節(jié)拍時間的長短取決于生產(chǎn)各工序中時間最長的一環(huán),現(xiàn)場證明生產(chǎn)過程中最為耗時環(huán)節(jié)在于模具拆裝工序。生產(chǎn)流水線及固定模臺上使用固定磁盒固定邊模已成為必然的趨勢(見下工時對比)
|
構件廠 |
模臺尺寸 |
單塊構件裝模時間 |
每天 10 小時裝模量 |
裝模工人 |
|
某傳統(tǒng)構件廠使用傳統(tǒng)工法裝模 |
6m*4m |
1.5h/pcs |
6.6 套 |
5 人 |
|
某工業(yè)化構件廠使用固定磁盒裝模 |
9m*3.5m |
12.5min/pcs |
48 套 |
3 人 |
以上兩家均為國內(nèi)較有實力的構件廠進行的工藝生產(chǎn)對比,使用固定磁盒配合工業(yè)化生產(chǎn)流水線速度是傳統(tǒng)工法裝模的 7.27 倍!拆裝的便捷性、人工、模臺與模具重復使用率的提高,固定磁盒的綜合效益顯而易見。
由此可見,預制構件生產(chǎn)流水線,或批量固定模臺構件生產(chǎn),使用固定磁盒拆裝邊模是不二選擇
使用注意事項:
▲ 緊固螺母不可下調,否則把磁盒體頂開貼合面過多導致吸附不充分造成邊位移。
▲ 放置磁盒的鋼模面需平整,每次使用前需將且清理干凈,不可有混凝土殘留物或及其它顆粒物,以免影響磁芯與模臺的貼合不密切,影響固定力度。
▲ 磁盒使用前后均需清理磁芯接觸面,不能有混凝土以及鐵屑等粘在上面,影響吸附力。
▲ 經(jīng)常清理粘在合體上的混凝土并涂上機油,定期給導桿位置加機油以保證磁芯開合的順暢。
▲ 禁止用鐵錘等硬物敲打合體,或高處自由下落至鋼鐵表面,否則加磁芯本身強大吸附力可能損壞盒體影響使用,甚至會造成磁芯錯位,損壞磁盒。









代營造微信公眾號.jpg") 微信公眾號
微信公眾號 咨詢部二維碼
咨詢部二維碼代營造微信公眾號.jpg")
{kind=link}